
La semana pasada empezaron a llegar reclamaciones de los clientes. Parece ser que el envase del producto tenía un fallo, una fisura que está rompiendo la estanqueidad de las bolsas. Cuando se informa del problema al encargado de fabricación, éste, hombre de gran experiencia, afirma: “La máquina envasadora no está funcionando bien”. Llama al técnico de mantenimiento y le dice que ajuste la presión de las termo-mordazas. Una semana después le pregunta: «¿Qué tal va el sellado?» Y el técnico responde: “Debe ir bien…. porque nadie protesta”.
Mientras tanto, las reclamaciones siguen llegando.
Hoy hemos recibido un envío de materias primas fuera de calibre, lo que nos va a impedir fabricar la semana que viene. Afortunadamente, el control de recepción lo ha detectado. Se informa a Compras del incidente, y se comprueba que, en realidad, el pedido fue mal elaborado por el nuevo técnico contratado hace un mes. El jefe de Compras le echa una buena bronca, y se rehace el pedido. El producto llega justo un día antes de ser necesario, así que… ¡podemos fabricar! “Más vale que tenemos capacidad de reacción”, piensa el jefe.
Dos semanas después se realiza un pago equivocado al proveedor, ya que no se reajustaron los balances de productos comprados.
Ayer nos devolvieron una remesa de facturas mal confeccionadas. Las hemos vuelto a elaborar, pero el pago ya no nos llegará hasta el mes que viene. Para evitar que esto se vuelva a producir, el jefe de administración decide que todas las facturas sean revisadas antes del envío, lo que dobla la carga administrativa a finales de mes.
En el día a día de la empresa estamos rodeados de problemas.
A veces son tantos, que justamente nos dedicamos a resolver sus consecuencias.
En ocasiones hacemos una reunión para decir “que esto no vuelva a pasar”.
Muy frecuentemente “ya sabemos la solución” y la aplicamos… sin asegurarnos de si, efectivamente, el problema se ha eliminado.
En otras, tomamos la decisión de realizar varias acciones al mismo tiempo, pero sin asegurarnos de que realmente se han ejecutado en las condiciones propuestas.
Y, con demasiada frecuencia, una vez solucionado continuamos haciendo las cosas de la misma manera, por lo que los mismos problemas se repiten una y otra vez.
En nuestra cultura es muy habitual enfrentarnos a los problemas aplicando un proceso tan sencillo como éste:

que es la mejor forma de que esos problemas, u otros similares, se repitan una y otra vez.
Es decir, sencillamente NO SABEMOS SOLUCIONAR PROBLEMAS… eficazmente.
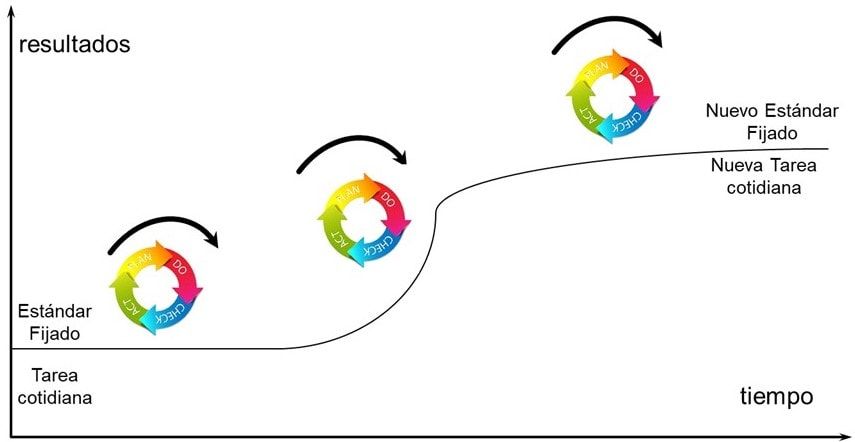
Por eso, hoy te voy a proponer una sencilla metodología de solución sistemática de problemas, basado en el ciclo PDCA o Círculo de Deming:

Para verlo con más facilidad vamos a seguir un caso real muy frecuente en la industria agroalimentaria, relacionado con el control del contenido efectivo de los envases (control de pesos).
Voy a aprender los 5 pasos definitivos para solucionar problemas Compartir en XTe pongo en situación.
El RD 1801/2018 establece las normas relativas a las cantidades nominales para productos envasados y al control de su contenido efectivo. Es decir, es la normativa que regula la declaración de peso neto de los productos y sus tolerancias.
En el artículo 7 se definen los requisitos que deben cumplirse:
- Que la media del contenido efectivo de los envases no sea inferior a la cantidad nominal.
- Que la proporción de envases con un error por defecto superior al máximo tolerado sea lo suficientemente pequeña para que permita a los lotes satisfacer los controles estadísticos de este real decreto.
- Que ningún envase tenga un error por defecto superior al doble del error máximo por defecto tolerado.
Habitualmente es sencillo cumplir con los requisitos 2 y 3, pero el cálculo de la media y el cumplimiento del punto 1 suele ser más complicado.
Este es el “problema” que vamos a tratar en este artículo.
Lo vamos a ir desarrollando siguiendo los pasos sucesivos de una manera resumida. Al final del post podrás tener acceso a un formato copia-pega para documentar este tipo de acciones.
Los 5 pasos sistemáticos para solucionar problemas
Partimos pues de la descripción del problema, tal y como nos lo transmiten.
PROBLEMA: “Aparecen continuas desviaciones (no conformidades) por no conseguir la media de los pesos de nuestros envases”.
Además, y para que haya un responsable de aplicar la sistemática, nombramos a un Coordinador de todo el proceso.
Paso 1: Observación (Planificar-PLAN)
En general, un problema contiene los elementos necesarios para su resolución, pero para conocerlos es necesario saber mirar de forma adecuada. El objetivo de la observación es el de disponer de toda la información real y cierta sobre el problema real, no sólo la descripción resumida que nos llega.
Veámoslo en nuestro ejemplo.
«Se observa que las no conformidades se producen debido a la dificultad de conseguir un peso exacto en cada envase al ser muy difícil conseguir combinaciones en la pesadora multicabezal que den el peso nominal exacto. En 20XX se creó un procedimiento para intentar controlar esta fase del proceso.
Para darle importancia a este punto del proceso durante el 20YY se fijó como objetivo para encargados responsables el no tener más de un 20% de lotes con peso nominal inferior al nominal, y no tener más de un 0,22% de sobrepeso en los envases.
Se obtuvieron los siguientes resultados:
(Gráfica con los resultados obtenidos).
Según estos resultados vemos que el objetivo marcado no fue conseguido. Se observa que la mayoría de no conformidades no superan los 0,5 gramos en bolsa. La mayoría de no conformidades son de referencias de pocos envases, y suelen producirse durante el turno de noche….»
Como podemos ver, se está situando el problema, su alcance y su aparición con gran precisión.
Paso 2: Análisis (Planificar-PLAN)
El análisis se dirige a descubrir las causas principales del problema para poder concentrarse sobre las mismas. Para ello, se puede proceder en dos fases:
1º) Formulación de la hipótesis: Está dirigida a seleccionar las causas que parecen más probables.
2º) Control de la hipótesis: sirve para seleccionar las causas principales entre todas las propuestas en la primera fase.
La razón de este procedimiento radica en la necesidad de obtener causas determinadas de forma científica.
Operativamente sería conveniente llegar a las causas principales partiendo de un diagrama causa/efecto que incluya todos los elementos ligados al problema, del que se eliminan aquellos que en la fase de observación resulten carentes de importancia.
Otra forma de hacerlo es preguntarse sucesivamente 5 veces por qué (5-Why) a cada respuesta de causa del problema. En la respuesta a esa serie de “porqués” encontraremos las causas raíz del problema.
Veamos el análisis en nuestro ejemplo.
«Es un procedimiento que está muy ligado a la reactividad de los operarios, por lo que las medidas que se plantean son involucrar y concienciar al operario de la importancia de este control y llevar a cabo un control individualizado para asegurar que todos tienen reactividad.
Por otro lado con el fin de poder dotar de herramientas a los operarios, se pide un estudio a Oficina Técnica para ver la posibilidad de automatizar la reacción ante desviaciones. Se pide la posibilidad de hacer un desarrollo en el que el controlador de peso vaya dando reportes a la pesadora para que ésta vaya modificando el peso de tal manera que no se produzcan desviaciones. Este sistema vendría alimentado del programa de planificación de la producción para que el sistema sepa de cuántos envases se compone cada lote a fabricar.
- ¿Por qué no obtenemos las medias de los pesos? Porque no se consigue el peso exacto de cada envase.
- ¿Por qué la pesadora no reacciona? Porque no conoce el peso real que produce.
- ¿Por qué no lo conoce? Porque no hay un sistema de información fiable.
- ¿Por qué? Porque los operarios no reaccionan a tiempo.
- ¿Por qué no reaccionan? Porque no es realista pedirles este trabajo. Busquemos una solución automatizada.»
Paso 3: Decidir y ejecutar acciones (Ejecutar-DO)
Realizados los pasos anteriores y encontrada la presunta solución al problema, y de acuerdo con su naturaleza, magnitud o importancia, deben decidirse las acciones dirigidas a eliminar las causas, teniendo siempre en cuenta los posibles efectos colaterales derivados de la adopción de un remedio.
Así pues, la EJECUCIÓN consiste en:
- definir la acción (es) a tomar
- la fecha prevista de realización
- el responsable de la realización, y
- el responsable de supervisión de la realización, que deja constancia de la fecha de la supervisión.
Sería algo como esto:
|
Acciones |
Responsable |
Plazo |
Fecha verificación |
Responsable verificación |
| Seguimiento de indicador en las reuniones de inicio de turno | ||||
| Seguimiento individualizado de las desviaciones | ||||
| Estudio de viabilidad de implantación de un control PID en el control de peso | ||||
| Implantación del control PID en el control de peso en todas las líneas. | ||||
| Implantación del control PID en el control de peso en las líneas A1 y A2 |
APROBACIÓN (Firma):
CARGO: Jefe de Fabricación
FECHA:
Fíjate en un detalle importante: No sólo definimos el responsable y el plazo de ejecución de las acciones, sino que también la comprobación de que esas acciones se han llevado a la realidad (fecha verificación), y el responsable de dicha comprobación (responsable verificación).
Además, todas estas acciones deben aprobarse por el responsable adecuado (Jefe de Fabricación en este caso, por ejemplo).
Paso 4: Control de la Eficacia (CHECK)
El Coordinador define también el control de la eficacia del acciones aprobadas. Dicho control nos dice si las contramedidas adoptadas han eliminado de forma eficaz la repetición del problema. Para verificar la eficacia de las acciones, es necesario confrontar la situación antes y después de la acción tomada, adoptando los mismos parámetros de valoración.
Así pues, el CONTROL DE LA EFICACIA consiste en:
- definir la forma, periodicidad y sistemática de control;
- las responsabilidades en la realización del control;
- el registro de los resultados de dicho control; y
- la valoración de si las medidas han sido eficaces (ha resuelto el problema) o no.
En nuestro ejemplo, podría ser como sigue:
«Después de las dos primeras acciones y durante un mes tener más de un 20% de lotes con peso nominal inferior al nominal. Responsable: Encargado.
Después de las dos últimas acciones y durante un mes tener más de un 1% de lotes con peso nominal inferior al nominal. Responsable: Encargado.
Resultados obtenidos:
(tabla con los resultados de las mediciones realizadas durante el plazo de un mes asignado).»
Paso 5: Estandarizar la nueva situación (ACT)
Una vez reconocida la eficacia de las acciones acometidas, se procede a su estandarización mediante las modificaciones pertinentes en los procesos/procedimientos adecuados. Esta es la forma de estandarizar la nueva situación, una vez comprobada la eliminación del problema.
En nuestro ejemplo sería como sigue:
|
Estandarización |
Responsable |
Plazo |
| · Implantación del control PID en las líneas A1, A2, A3, A4 y A5
· Modificación del procedimiento XFAB/0YY con la nueva sistemática de actuación |
Con las acciones anteriores podemos dar por cerrado el proceso.
Las claves de este proceso
A diferencia del sistema clásico “Problema ———> Solución”, con esta sistemática estamos:
Observando el problema en su conjunto y con toda su amplitud, no limitarnos a la primera impresión.
Buscando las causas raíz del mismo, sin limitarnos a lo primero que se nos ocurre.
Comprobación de que las acciones que se deciden se realizan. Una cosa es decidir y otra hacer.
Comprobar la eficacia de las acciones, midiendo si el problema se ha resuelto o no.
Estandarizar la nueva situación.
Esta es la clave de la sistematización de la Mejora Continua:
¿A quién van destinados los 5 pasos para solucionar problemas?
Es curioso que estas técnicas normalmente sean entendidas como asuntos del responsable de Calidad. Es como decir que éste es el único que debe resolver problemas en una organización, ¿no?.
En mi opinión, el PDCA, la planificación en base a las 5W+H (What/Why/Who/Where/When/How), los 5 Porqués, el método de las 5 S’s, etc. son herramientas básicas para cualquier profesional agroalimentario, sea este de Administración, de Compras, de Producción o de Comercial… a no ser que éstos no tengan problemas que resolver o prevenir, claro.
Mi consejo es que seas tú mismo quien divulgue esta técnica a los largo de toda tu organización. Detecta problemas en los diferentes departamentos, invítales a resolverlos de una manera científica y eficaz, prepara formación para explicarles esta metodología, y ayúdales a implantarla.
¡Diferénciate, aporta ideas, calor y color en un mar de mentes grises, anquilosadas y aburridas!
Estoy seguro de que con ese esfuerzo habrás ganado muchos puntos en cuanto a tu posición en tu organización, porque estarás aportando valor más allá de lo que se supone que tienes que hacer.
Y ahora lo prometido.
¿Quieres disponer de un formato copia/pega en Word para documentar este tipo de acciones?